Производство железорудных окатышей в обжиговой печи
 Окатыши – это вид металлургического сырья, которое получают, обжигая железорудный концентрат. Они выглядят как кусочки округлой формы диаметром 1-2 см. По своей сути получение окатышей представляет собой процесс окускования, проходящий в две стадии. Сначала получают сырые комочки рудного концентрата, затем повышают их прочность путем сушки и обжига. Производство этого материала называют окомкованием.
Окатыши – это вид металлургического сырья, которое получают, обжигая железорудный концентрат. Они выглядят как кусочки округлой формы диаметром 1-2 см. По своей сути получение окатышей представляет собой процесс окускования, проходящий в две стадии. Сначала получают сырые комочки рудного концентрата, затем повышают их прочность путем сушки и обжига. Производство этого материала называют окомкованием.
Сушка и обжиг окатышей напоминают процесс агломерации. Отличие заключается в том, что энергия при окомковании подается вне слоя шихты, а температурный режим при этом более низкий.
Преимущество процесса окускования материала состоит в том, что оно позволяет спекать микроскопические элементы концентрата (сотые доли миллиметра). Кроме того, этот процесс выгоден тем, что окатыши получаются довольно прочными, потому они не разрушаются при транспортировке.
В то же время процесс агломерации позволяет удалить из шихты некоторые примеси (например, серу, мышьяк и карбонаты) и получить пористый офлюсованный агломерат. Подытоживая, можно отметить высокое теплотехническое совершенство как агломерации, так и окомкования.
 На второй стадии окатыши отправляются в печи разной конструкции: шахтные, конвейерные и комбинированные. Несмотря на то что шахтные устройства отличаются простотой эксплуатации, отсутствием движущихся деталей, невысокой себестоимостью и незначительным расходом топлива (15-25 кг у. т./т окатышей), они получили ограниченное распространение. Это объясняется наличием важного минуса, а именно невозможностью точного регулирования температурного режима. Как следствие, происходит переоплавление гранул, в результате чего они склеиваются в целые грозди. Кроме того, такие агрегаты обладают недостаточной производительностью.
На второй стадии окатыши отправляются в печи разной конструкции: шахтные, конвейерные и комбинированные. Несмотря на то что шахтные устройства отличаются простотой эксплуатации, отсутствием движущихся деталей, невысокой себестоимостью и незначительным расходом топлива (15-25 кг у. т./т окатышей), они получили ограниченное распространение. Это объясняется наличием важного минуса, а именно невозможностью точного регулирования температурного режима. Как следствие, происходит переоплавление гранул, в результате чего они склеиваются в целые грозди. Кроме того, такие агрегаты обладают недостаточной производительностью.
Как правило, термическая обработка окатышей выполняется на конвейерных печах. Сначала смешивается шихта из возврата, концентрата, бентонита (мелкодисперсной глины как связующего вещества) и известняка, затем отправляется в гранулятор тарельчатого типа, где и происходит увлажнение шихты. Гранулятор – это наклоненный диск размером 5,5-7 м. При его вращении из смеси материалов образуются гранулы. Те, что в диаметре составляют от 1 до 2 см, выгружаются и через колосниковый конвейер попадают в обжиговую печь для окатышей.
Колосниковая лента имеет донную и бортовую «постели». Их толщина – 6-10 см. Высота бортовой составляет до полуметра. Подобные элементы необходимы для защиты металлических деталей от агрессивного действия пламени горелок. Сырые окатыши выкладываются на «постель» слоем толщиной, равной высоте борта.
В обжиговой печи гранулы сначала подсушиваются при температуре 300-600 °С, после чего обжигаются при показателях 1200-1350 °С. Машина для окомкования существенно отличается от используемой для агломерации. Печи для окатышей имеют несколько зон, таких как сушка, подогрев, обжиг, рекуперация и охлаждение. В местах, где комочки измельченного рудного концентрата подогреваются и обжигаются, установлены горелки. В процессе горения топлива образуются дымные газы, которые пропускаются через слой шихты, отдавая ей свою теплоту. На выходе температура этих газов составляет 225-450 °С.

Для повышения прочности окатышей их нагревают до 1000-1300 °С. В таком режиме мелкие элементы Fe2O3 собираются в более крупные. При воздействии высокой температуры (1200-1350 °С) окатыши дополнительно упрочняются благодаря переходу легкоплавких фракций (СаО•Fe2O3 и др.) в жидкую фазу. На стадии охлаждения они застывают внутри окатышей. Отдельные гранулы такие шлаки связывают слабо, поскольку площадь контакта при этом незначительна.
Далее, обожженные окатыши охлаждаются. С этой целью сквозь слой гранул пропускается холодный воздух. Слишком быстро снижать температуру готовой продукции запрещено (максимальная скорость – 100 К/мин.), иначе возможно возникновение термических напряжений, отчего прочность окатышей снижается. На выходе из зоны охлаждения они имеют температуру 90-375 °С.
В целом процесс обработки окатышей длится от 30 до 40 минут. На изготовление одной тонны продукции расходуется 25-35 кг у. т. Это значение может отличаться в печах разной конструкции в зависимости от температурного режима работы, состава шихты и требуемой концентрации в железорудном материале. Таким образом, расход топлива может повышаться до 60 кг у. т./т окатышей.
Возможны следующие направления уменьшения потребления горючего вещества:
- Нагревание воздуха от горячих гранул.
- Подбор оптимальных температурных режимов обработки шихты в ходе изучения теплообменных процессов в разных зонах обжиговой печи.
- Использование технологии частичного восстановления сырья (металлизация гранул).
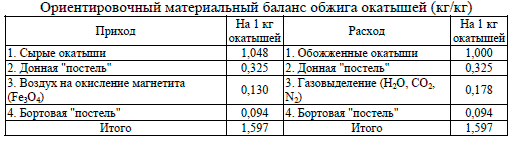
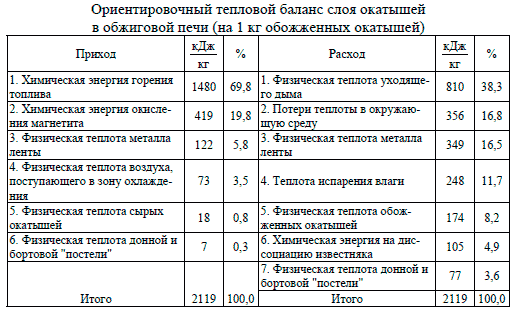
Ориентировочные материальный и тепловой балансы получения окатышей в машинах конвейерного типа приведены в таблицах. Данные составлены по начальным и конечным состояниям материалов и газовоздушных потоков. Тепловой баланс указан для обжига офлюсованных окатышей с повышенным содержанием серы.